
全国免费咨询热线
020-88888888
免费咨询热线
020-88888888kb体育第一原则:确定硬胶与软胶相结合的粘性,另外要注意硬胶的融点要比软胶高,不要在成型软胶的时候,把硬胶融点,就不行。
3.第一射:硬胶:PP+ 第二射:软胶:TPU 相结合就不行,因为PP材料和TPU材料是不相容的。
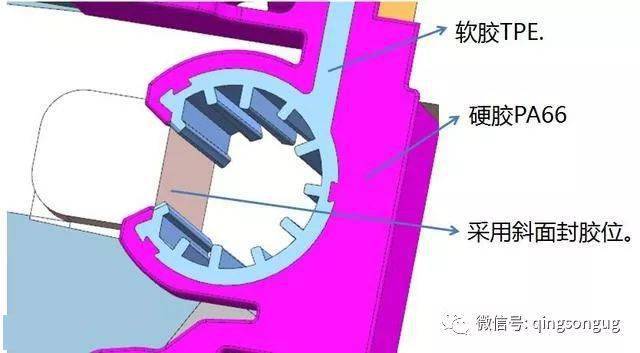
2.如果侧面或者斜顶封胶时,硬胶封胶处尽量做偷胶0.1~0.15MM,采用模具钢位来封胶。
2.非正常的双色机,两个炮筒产生90度样式,通常为定制或者是二次改造成的。


模具导柱以及相关定位机构,需四个分钟,而且距离要统一,因为公模侧在模具设计时,是完全一样的,成型中需要旋转180度。
第一射成型硬胶进胶点,一定要使用三板模点进胶,或者使用热流道,因为公模侧是完全一样的,需要进行顶出产品。
1.公模侧的水路,尽量设计在模具内侧,因为公模侧需要旋转180度,如果水路在外侧的情况下,模具在旋转过程中,水路尽松动造成易漏水。
2.如果公模板为连体的情况下,水路设计在开侧,将水路固定好在注塑机的转圈上面。
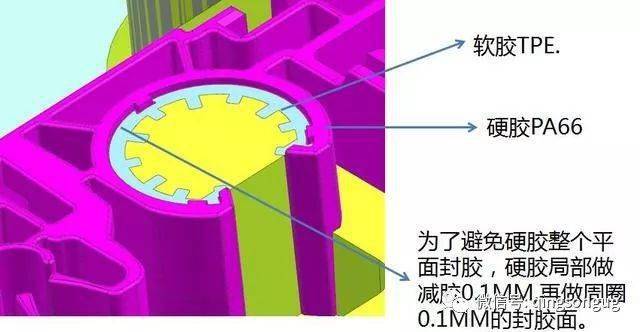
当成型第一射完硬胶时,需成型第二射软胶时,需要软胶侧的模具钢位与硬胶一起来进行封软胶的情况下,模具钢位需要做过盈0.1~0.2MM,经过T0试模后,如果发现有压伤硬胶的情况下,再做微调整。
声明:资料由本公众号从网络收集整理而成,所有资料版权归原公司、机构所有。资料仅供学习参考,切勿用于商业用途kb体育,如涉及版权问题,请第一时间告知我们删除,非常感谢!
凡是点了“在看”者,点击“进入公众号”,然后在对话框里发送“教程”两个字 ,就可以领取视频教程
好啦,今天内容就到这了,对了,在此提醒铁粉三件事,会让你成为活跃粉丝,优先得到文章推送:




